In this article:
As customer configurations multiply, engineering changes speed up, and skilled labour gets harder to find, assembly becomes the bottleneck. Not because your people are not capable, but because the system around them is asking them to do something unrealistic.
It often looks like this:
-
Build one-off variants with high precision
-
Use static documents (PDFs, paper travelers)
-
Rely on “ask the expert” when something is unclear
-
Find quality issues late, when the cost is highest
That works when volumes are low and the same experts are always available. It breaks when you try to scale.
This article explains the five most common break points in high-mix machinery assembly and what you can do about them without slowing operators down.
What “high-mix” really means in machinery assembly
High-mix, low-volume manufacturing is about variety. You build many variants in smaller quantities.
In industrial machinery, that variety is amplified by engineering-to-order (ETO) and configure-to-order (CTO) builds. One machine can include customer-specific options, deep multi-level assemblies, and tight integration across mechanical, electrical, hydraulic, and software components.
High-mix assembly becomes hard to scale because:
-
Work content and build time differ per configuration
-
Engineering revisions arrive late, or arrive often
-
Quality risks are parameter-driven (torque, alignment, calibration, test values)
-
Traceability has to connect sub-assemblies to a final serialised machine
Managing this with PDFs, paper, and tribal knowledge works until you hit a tipping point.
The five reasons high-mix machinery assembly breaks at scale
1) Engineering intent gets lost in translation
In high-mix environments, engineering does not just release a drawing. It releases intent.
Which option package applies? Which sequence is safe and correct? Which components must be substituted? Which parameters must be measured, logged, and accepted?
When that intent is communicated through static documents, operators end up doing extra work that should not be on their shoulders. They have to interpret, decide, and remember.
What it looks like on the floor:
-
Operators flipping between drawings, PDFs, and emails
-
Confusion around variants and option combinations
-
Incorrect components installed because “it looked similar”
Fix: translate engineering intent into variant-specific guided execution.
A strong starting point is digital work instructions that can show the right steps for the right configuration at the workstation, with visuals, embedded checks, and controlled updates.
If you want help scoping this, you can talk to an expert and map what “guided” should mean in your environment.
2) Tribal knowledge becomes the production system
High-mix assembly often depends on experienced technicians who “just know how it’s done.” That expertise is valuable. It is also fragile.
When you scale output, you usually add:
-
New operators
-
New shifts
-
New sites
But tribal knowledge does not scale like headcount does. The result is predictable:
-
More interruptions (“How do I build this option?”)
-
Longer training cycles
-
Inconsistent execution across shifts
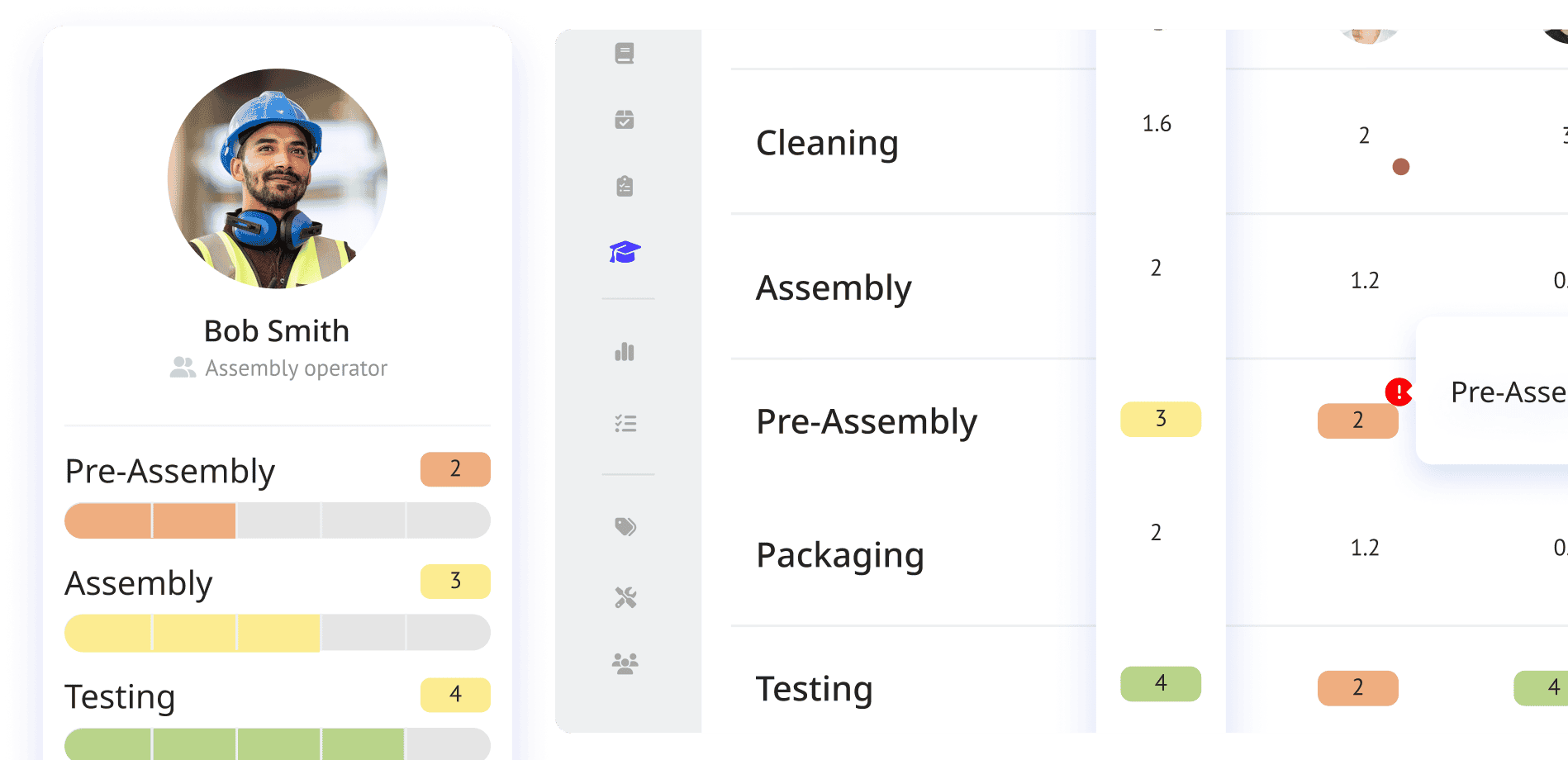
Fix: make capability visible and repeatable.
Instead of hoping every line has the right expert available, build a system where:
-
Tasks are guided step-by-step
-
Critical steps require evidence (photos, measurements, confirmations)
-
Training is structured and role-based
This is where skill matrix and training becomes more than HR tooling. It helps you align who is allowed to perform what, and it helps new people become productive faster without lowering standards.
3) Errors are detected too late, and that makes them expensive
In machinery assembly, many failures do not show up immediately. They show up during final testing, commissioning, or at the customer site.
That is why late detection is so costly. Rework is no longer local. It is now tangled up with finished sub-assemblies, schedules, logistics, and customer expectations.
Common causes:
-
Skipped steps
-
Steps done in the wrong order
-
Measurements recorded but not validated
-
Torque, calibration, or test parameters outside tolerance
Fix: move quality upstream with in-line validation.
A scalable approach is to embed validation into the workflow itself, using shop floor quality assurance so parameters are validated when they are captured.
A practical example is torque. Instead of recording values after the fact, you can validate torque directly in the execution step. If you want a concrete view of what that can look like, see how to eliminate torque errors in assembly.
For other measurement points, the same logic applies. Integrating measurement tools (like calipers) can make quality data capture more reliable and traceable. See integrating digital calipers for advanced quality assurance.
4) Traceability is fragmented across systems and paper
Traceability in machinery assembly is not just “did we build it?” It is:
-
Which sub-assemblies are inside which final machine?
-
Which supplier components were used?
-
Which parameters were measured and accepted?
-
Who performed which steps, and when?
When traceability is split across ERP, spreadsheets, paper travelers, and emails, warranty investigations become forensic projects.
That is not just a quality problem. It is a cost problem and a customer trust problem.
Fix: create a serial-based build history that links sub-assemblies to the final machine.
A scalable way to do this is to digitize the traveler and make it a living execution record rather than a folder of paperwork. See manufacturing traveler for a model that focuses on “who did what, when, and with which validated parameters.”
To strengthen control on critical steps, many teams introduce a second verification layer. For example, double-checks for an instruction step can be used when a quality controller must confirm a step before the operator can move on.
5) You cannot protect margin if you cannot see time-to-build
In high-mix machinery, quoting accuracy and project profitability depend on actual build time. But many organisations still have:
-
No consistent task-level time capture
-
Bottlenecks that are “felt” but not measured
-
Lost hours hidden in rework, waiting, and changeovers
The outcome is margin leakage that shows up late, when you cannot fix it for the current project.
Fix: capture execution-level time and connect it to variation.
This is not about turning operators into timekeepers. It is about turning execution into data so you can:
-
Identify repeatable bottlenecks
-
See where rework spikes by variant or option package
-
Improve future quoting accuracy
If you are building a broader control model, it helps to align execution guidance, quality evidence, and traceability under one approach. A useful reference point is manufacturing control and quality explained.
A practical fix: the execution control loop
High-mix machinery assembly scales when you replace “interpret and remember” with a simple loop:
-
Guide: show the right step sequence for the configuration
-
Validate: enforce checks and accept or reject criteria in real time
-
Trace: capture who, what, when, linked to sub-assemblies and serial numbers
-
Learn: use execution and time data to reduce variation and rework
This is not theory. It is how high-mix environments become repeatable.
What to do first (without boiling the ocean)
If you are a Europe-based machinery business, you likely deal with multiple sites, multilingual operators, and customer audits that demand evidence. The goal is not to digitize everything at once.
Start with a pilot that is small enough to finish and meaningful enough to prove value.
A good pilot scope usually includes:
-
One product family (or one high-risk configuration)
-
One line or area (often final assembly or a critical sub-assembly)
-
One set of measurable quality parameters (torque, calibration, test values)
-
One traceability requirement (sub-assembly linkage to final serial number)
Then measure outcomes that matter:
-
First-time-right rate
-
Rework hours
-
Commissioning issues detected before shipment
-
Warranty investigation time
-
Time-to-build variance by configuration
Proof that this approach works in high-mix environments
Proof matters in machinery assembly because the problems are practical. People want to know: will this actually help operators build the right variant, catch mistakes earlier, and keep quality consistent as teams grow?
Two examples that map closely to high-mix assembly reality:
-
e-power (electric generators): e-power had to ramp production in an environment where configuration complexity is real and build quality has to hold up under commissioning. Their story is especially relevant if you are scaling quickly or onboarding lots of new people. The case shows how guided assembly and in-line quality validation help teams enforce the correct build sequence, manage options, and create a traceable build record without slowing the shop floor down. Read the full story here: e-power case study.
-
Atlas Copco Airtec (compressed air and industrial equipment): Atlas Copco Airtec’s case is a good reference for standardising execution across variants and reducing dependence on individual experience. When your mix grows, the biggest risk is not a single big mistake. It is small inconsistencies that add up to rework, delays, and customer complaints. This story shows how structured digital work instructions support consistent execution and help teams protect quality as they scale. Read the full story here: Atlas Copco case study.
External perspective: why HMLV needs a different execution model
Independent manufacturing sources consistently point out that high-mix, low-volume environments behave differently from stable, high-volume lines, especially when it comes to planning and balancing work content.
For example:
-
ASSEMBLY Magazine discusses why high-volume methods do not translate cleanly to high-mix, low-volume assembly: Managing high-mix, low-volume assembly
-
Protolabs provides a simple definition of low-volume, high-mix production as a strategy built around variety and smaller quantities: Low-volume, high-mix manufacturing
-
Cognex highlights how variant-driven environments require systems that adapt parameters per product type to maintain consistent quality: Automation strategies for high-mix, low-volume manufacturers
The takeaway is simple. If the environment is variable, the execution system must handle variability without relying on interpretation.
Bottom line
High-mix machinery assembly breaks at scale when:
-
Engineering intent is communicated as static documentation
-
Tribal knowledge becomes the production system
-
Quality validation happens too late
-
Traceability is fragmented
-
Time-to-build remains invisible
It gets fixed when you treat execution as a controllable, measurable process:
-
Guided for the right variant
-
Validated at the moment of work
-
Traceable across sub-assemblies and serial numbers
-
Visible in time and performance data
Talk to an expert
If you want to sanity-check your current approach, or you want a fast way to scope a pilot, talk to an Azumuta expert.
In a short session, we can help you:
-
Identify where variants create the most rework risk
-
Choose one line, one product family, and one quality gate for a pilot
-
Define what to validate in-line (torque, calibration, tests) and what to trace per serial number
-
Set success metrics that matter to Operations and Quality
You can start by exploring digital work instructions and shop floor quality assurance, then reach out for a walkthrough tailored to your assembly reality.