En este artículo:
A medida que aumentan las configuraciones personalizadas, se aceleran los cambios de ingeniería y se hace más difícil encontrar mano de obra cualificada, el montaje se convierte en el cuello de botella. No porque su personal no sea capaz, sino porque el sistema que les rodea les exige algo poco realista.
A menudo tiene este aspecto:
-
Fabricar piezas únicas con gran precisión
-
Utilizar documentos estáticos (archivos PDF, hojas de ruta en papel)
-
Si tienes alguna duda, consulta la sección «Pregunta al experto»
-
Detectar problemas de calidad demasiado tarde, cuando el coste es mayor
Esto funciona cuando los volúmenes son bajos y siempre se cuenta con los mismos expertos. Pero deja de funcionar cuando se intenta ampliar la escala.
En este artículo se explican los cinco puntos críticos más habituales en el montaje de maquinaria de gran variedad de modelos y qué se puede hacer al respecto sin ralentizar el trabajo de los operarios.
Qué significa realmente «gran variedad» en el montaje de maquinaria
La fabricación de gran variedad y bajo volumen consiste en variedad. Se fabrican muchas variantes en cantidades más pequeñas.
En el sector de la maquinaria industrial, esa variedad se ve ampliada por los diseños «a medida» (ETO) y «configurados a medida» (CTO). Una misma máquina puede incluir opciones específicas para cada cliente, conjuntos complejos de varios niveles y una estrecha integración entre los componentes mecánicos, eléctricos, hidráulicos y de software.
El montaje de gran variedad resulta difícil de ampliar porque:
-
El contenido del trabajo y el tiempo de compilación varían según la configuración
-
Las revisiones de ingeniería llegan tarde o con mucha frecuencia
-
Los riesgos relacionados con la calidad dependen de determinados parámetros (par, alineación, calibración, valores de prueba)
-
La trazabilidad debe vincular los subconjuntos con la máquina final serializada
Gestionar todo esto con archivos PDF, papel y conocimientos implícitos funciona hasta que se llega a un punto de inflexión.
Las cinco razones por las que el montaje de maquinaria de gran variedad de modelos falla a gran escala
1) La intención del ingeniero se pierde en la traducción
En entornos con gran variedad de productos, el departamento de ingeniería no se limita a entregar un plano; lo que entrega es una visión.
¿Qué paquete de opciones se aplica? ¿Cuál es la secuencia segura y correcta? ¿Qué componentes deben sustituirse? ¿Qué parámetros deben medirse, registrarse y aceptarse?
Cuando esa intención se transmite a través de documentos estáticos, los operadores acaban realizando un trabajo adicional que no debería recaer sobre ellos. Tienen que interpretar, decidir y recordar.
Así es como se ve en la pista:
-
Los operadores que alternan entre planos, archivos PDF y correos electrónicos
-
Confusión en torno a las variantes y las combinaciones de opciones
-
Se instalaron componentes incorrectos porque «parecían similares»
Solución: convertir la intención de ingeniería en una ejecución guiada específica para cada variante.
Un buen punto de partida es las instrucciones de trabajo digitales que muestren los pasos adecuados para la configuración correcta en el puesto de trabajo, con elementos visuales, comprobaciones integradas y actualizaciones controladas.
Si necesitas ayuda para definir el alcance de este proyecto, puedes hablar con un experto y definir qué significa «guiado» en tu entorno.
2) El conocimiento tribal se convierte en el sistema de producción
El montaje de productos muy variados suele depender de técnicos experimentados que «simplemente saben cómo se hace». Esa experiencia es muy valiosa. Pero también es frágil.
Cuando se amplía la producción, normalmente se añade:
-
Nuevos operadores
-
Nuevos turnos
-
Nuevos sitios
Pero el conocimiento tribal no se amplía de la misma manera que la plantilla. El resultado es previsible:
-
Más interrupciones («¿Cómo se configura esta opción?»)
-
Ciclos de entrenamiento más largos
-
Execución irregular entre turnos
Solución: hacer que la capacidad sea visible y repetible.
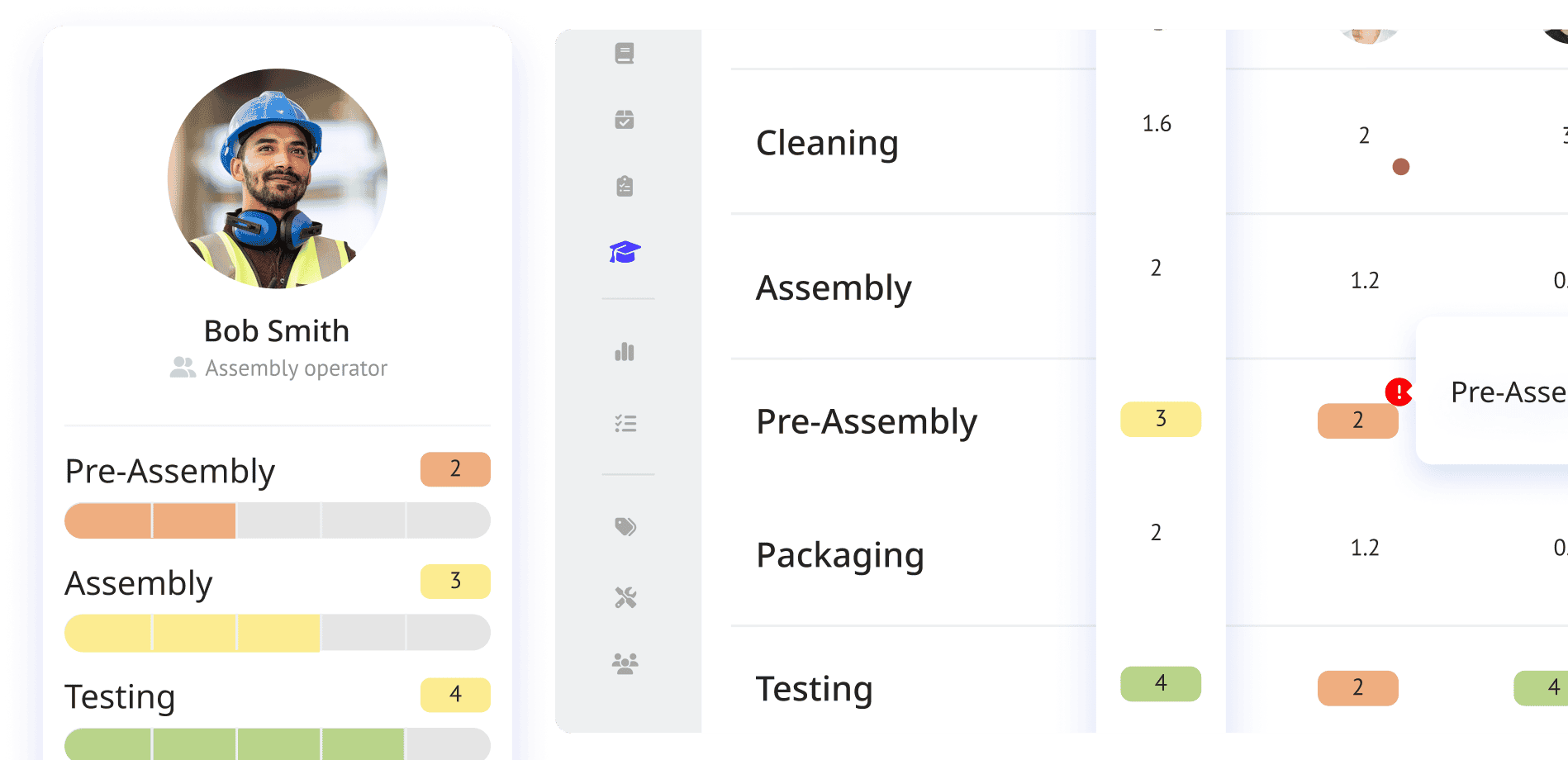
En lugar de esperar a que cada línea cuente con el experto adecuado, crea un sistema en el que:
-
Las tareas se explican paso a paso
-
Los pasos clave requieren pruebas (fotos, mediciones, confirmaciones)
-
La formación está estructurada y se basa en las funciones
Aquí es donde la matriz de competencias y la formación se convierten en algo más que una herramienta de RR. HH. Te ayudan a definir quién puede realizar qué tareas y a que los nuevos empleados sean productivos más rápidamente sin rebajar los estándares.
3) Los errores se detectan demasiado tarde, lo que hace que su solución resulte costosa
En el montaje de maquinaria, muchos fallos no se detectan de inmediato. Se detectan durante las pruebas finales, la puesta en marcha o en las instalaciones del cliente.
Por eso la detección tardía resulta tan costosa. Las modificaciones ya no se limitan a una zona concreta, sino que ahora se ven entrelazadas con los subconjuntos terminados, los plazos, la logística y las expectativas de los clientes.
Causas comunes:
-
Pasos omitidos
-
Pasos realizados en el orden incorrecto
-
Mediciones registradas pero no validadas
-
Par, calibración o parámetros de prueba fuera de tolerancia
Solución: mejora la calidad en las fases iniciales con validación en línea.
Un enfoque escalable consiste en integrar la validación en el propio flujo de trabajo, utilizando el control de calidad en planta para que los parámetros se validen en el momento de su registro.
Un ejemplo práctico es el par de apriete. En lugar de registrar los valores a posteriori, puedes validar el par de apriete directamente durante la fase de ejecución. Si quieres ver un ejemplo concreto de cómo se hace, consulta cómo eliminar los errores de par de apriete en el montaje.
Para otros puntos de medición, se aplica la misma lógica. La integración de herramientas de medición (como los calibres) puede hacer que la recopilación de datos de calidad sea más fiable y trazable. Véase la integración de calibres digitales para un control de calidad avanzado.
4) La trazabilidad está dispersa entre distintos sistemas y documentos en papel
La trazabilidad en el montaje de maquinaria no se limita a preguntarse «¿lo hemos fabricado nosotros?». Se trata de:
-
¿Qué subconjuntos se encuentran dentro de cada máquina final?
-
¿Qué componentes de qué proveedores se utilizaron?
-
¿Qué parámetros se midieron y se aceptaron?
-
¿Quién realizó cada paso y cuándo?
Cuando la trazabilidad se dispersa entre el ERP, las hojas de cálculo, los documentos en papel y los correos electrónicos, las investigaciones de garantía se convierten en proyectos de análisis forense.
No se trata solo de un problema de calidad. Es un problema de costes y de confianza de los clientes.
Solución: crear un historial de ensamblaje basado en números de serie que vincule los subconjuntos a la máquina final.
Una forma flexible de hacerlo es digitalizar el documento de viaje y convertirlo en un registro de ejecución actualizado, en lugar de una carpeta llena de papeles. Véase fabricación de la hoja de ruta para ver un modelo que se centra en «quién hizo qué, cuándo y con qué parámetros validados».
Para reforzar el control en los pasos críticos, muchos equipos incorporan un segundo nivel de verificación. Por ejemplo, se pueden realizar comprobaciones dobles de un paso de las instrucciones pueden utilizarse cuando un controlador de calidad debe confirmar un paso antes de que el operador pueda continuar.
5) No se puede proteger el margen si no se conoce el tiempo de fabricación
En el sector de la maquinaria de gran variedad de modelos, la precisión de los presupuestos y la rentabilidad de los proyectos dependen del tiempo real de fabricación. Sin embargo, muchas empresas siguen teniendo:
-
No se registra de forma sistemática el tiempo dedicado a cada tarea
-
Cuellos de botella que «se perciben» pero no se miden
-
Las horas perdidas que se esconden tras las repeticiones de trabajo, las esperas y los cambios de producción
El resultado es una pérdida de margen que se detecta demasiado tarde, cuando ya no es posible solucionarla en el proyecto actual.
Solución: capturar el tiempo a nivel de ejecución y relacionarlo con la variación.
No se trata de convertir a los operadores en cronometradores. Se trata de convertir la ejecución en datos para que puedas:
-
Identificar cuellos de botella recurrentes
-
Comprueba dónde se producen los picos de reelaboración por variante o paquete opcional
-
Mejorar la precisión de los presupuestos futuros
Si estás desarrollando un modelo de control más amplio, resulta útil armonizar las directrices de ejecución, las pruebas de calidad y la trazabilidad bajo un mismo enfoque. Un punto de referencia útil es el control de la fabricación y la calidad explicados.
Una solución práctica: el bucle de control de ejecución
El montaje de maquinaria de gran variedad se optimiza cuando se sustituye el proceso de «interpretar y recordar» por un sencillo ciclo:
-
Guía: muestra la secuencia correcta de pasos para la configuración
-
Validar: aplicar comprobaciones y aceptar o rechazar criterios en tiempo real
-
Seguimiento: registrar quién, qué y cuándo, vinculado a subconjuntos y números de serie
-
Aprende: utilizar los datos de ejecución y tiempo para reducir la variación y las repeticiones
Esto no es teoría. Es la forma en que los entornos de gran variedad logran la repetibilidad.
Qué hacer primero (sin pretender abarcarlo todo)
Si su empresa de maquinaria tiene su sede en Europa, es probable que tenga que gestionar múltiples centros de producción, contar con personal multilingüe y hacer frente a auditorías de clientes que exigen pruebas documentales. El objetivo no es digitalizarlo todo de una sola vez.
Empieza con un proyecto piloto lo suficientemente pequeño como para poder completarlo y lo suficientemente significativo como para demostrar su valor.
Un buen estudio preliminar suele incluir:
-
Una familia de productos (o una configuración de alto riesgo)
-
Una línea o área (a menudo el montaje final o un subconjunto crítico)
-
Un conjunto de parámetros de calidad cuantificables (par, calibración, valores de ensayo)
-
Un requisito de trazabilidad (vinculación del subconjunto con el número de serie final)
A continuación, mide los resultados que realmente importan:
-
Índice de aciertos a la primera
-
Horas de reelaboración
-
Problemas de puesta en servicio detectados antes del envío
-
Plazo de tramitación de la garantía
-
Variación en el tiempo de compilación según la configuración
Prueba de que este enfoque funciona en entornos con gran variedad de productos
Las pruebas son importantes en el montaje de maquinaria porque los problemas son de carácter práctico. La gente quiere saber: ¿ayudará esto realmente a los operarios a montar la variante correcta, a detectar errores antes y a mantener una calidad constante a medida que crecen los equipos?
Dos ejemplos que se ajustan perfectamente a la realidad del montaje de gran variedad:
-
e-power (generadores eléctricos): e-power tuvo que aumentar la producción en un entorno en el que la complejidad de la configuración es una realidad y la calidad de fabricación debe mantenerse durante la puesta en marcha. Su historia es especialmente relevante si estás creciendo rápidamente o incorporando a mucha gente nueva. El caso muestra cómo el montaje guiado y la validación de calidad en línea ayudan a los equipos a aplicar la secuencia de fabricación correcta, gestionar las opciones y crear un registro de fabricación trazable sin ralentizar el taller. Lee la historia completa aquí: Caso práctico de e-power.
-
Atlas Copco Airtec (aire comprimido y equipos industriales): El caso de Atlas Copco Airtec es un buen ejemplo de cómo estandarizar la ejecución en todas las variantes y reducir la dependencia de la experiencia individual. Cuando tu cartera de productos crece, el mayor riesgo no es cometer un único error grave, sino las pequeñas inconsistencias que, al acumularse, provocan repeticiones del trabajo, retrasos y quejas de los clientes. Esta historia muestra cómo unas instrucciones de trabajo digitales estructuradas favorecen una ejecución coherente y ayudan a los equipos a mantener la calidad a medida que crecen. Lee la historia completa aquí: Caso práctico de Atlas Copco.
Perspectiva externa: por qué HMLV necesita un modelo de ejecución diferente
Fuentes independientes del sector manufacturero señalan sistemáticamente que los entornos caracterizados por una gran variedad de productos y bajos volúmenes de producción se comportan de manera diferente a las líneas de producción estables y de gran volumen, especialmente en lo que respecta a la planificación y el equilibrio de la carga de trabajo.
Por ejemplo:
-
La revista ASSEMBLY analiza por qué los métodos de gran volumen no se adaptan fácilmente al montaje de gran variedad y bajo volumen: Gestión del montaje de gran variedad y bajo volumen
-
Protolabs ofrece una definición sencilla de la producción de bajo volumen y alta variedad como una estrategia basada en la variedad y las cantidades más reducidas: Fabricación de bajo volumen y alta variedad
-
Cognex destaca que los entornos caracterizados por la diversidad de variantes requieren sistemas que adapten los parámetros según el tipo de producto para mantener una calidad constante: Estrategias de automatización para fabricantes de alta variedad y bajo volumen
La conclusión es sencilla. Si el entorno es variable, el sistema de ejecución debe gestionar esa variabilidad sin depender de la interpretación.
En resumen
El montaje de maquinaria de gran variedad de modelos se interrumpe a gran escala cuando:
-
La intención de diseño se transmite mediante documentación estática
-
El conocimiento tribal se convierte en el sistema de producción
-
La validación de la calidad se lleva a cabo demasiado tarde
-
La trazabilidad está fragmentada
-
El tiempo de compilación sigue sin aparecer
El problema se resuelve cuando se considera la ejecución como un proceso controlable y cuantificable:
-
Guiado para encontrar la variante adecuada
-
Validado en el momento de la obra
-
Trazable a través de subconjuntos y números de serie
-
Visible en los datos de tiempo y rendimiento
Habla con un experto
Si quieres comprobar que tu enfoque actual es el adecuado o buscas una forma rápida de definir el alcance de un proyecto piloto, habla con un experto de Azumuta.
En una breve sesión, podemos ayudarte a:
-
Identificar en qué casos las variantes suponen un mayor riesgo de tener que volver a trabajar en el proyecto
-
Elige una línea, una familia de productos y un control de calidad para una prueba piloto
-
Especificar qué se debe validar en la línea de producción (par, calibración, pruebas) y qué se debe registrar por número de serie
-
Establece indicadores de éxito que sean relevantes para los departamentos de Operaciones y Calidad
Puedes empezar por consultar las instrucciones de trabajo digitales y el control de calidad en planta, y después solicitar una guía personalizada adaptada a tu realidad de montaje.