In dit artikel:
Naarmate het aantal klantspecifieke configuraties toeneemt, technische wijzigingen steeds sneller doorgevoerd worden en geschoolde arbeidskrachten steeds moeilijker te vinden zijn, wordt de assemblage het knelpunt. Niet omdat uw medewerkers niet bekwaam zijn, maar omdat het systeem om hen heen hen vraagt iets onrealistisch te doen.
Het ziet er vaak zo uit:
-
Maak unieke varianten met hoge precisie
-
Gebruik statische documenten (pdf’s, papieren reisdocumenten)
-
Vertrouw op ‘vraag het aan de expert’ als iets onduidelijk is
-
Kwaliteitsproblemen pas laat ontdekken, wanneer de kosten het hoogst zijn
Dat werkt prima als het volume laag is en dezelfde experts altijd beschikbaar zijn. Maar zodra je wilt opschalen, loopt het mis.
In dit artikel worden de vijf meest voorkomende knelpunten bij de assemblage van machines met een grote verscheidenheid aan onderdelen toegelicht, en wordt uitgelegd wat u hieraan kunt doen zonder dat dit ten koste gaat van de productiviteit van de operators.
Wat ‘high-mix’ werkelijk inhoudt bij de assemblage van machines
Bij productie met een grote verscheidenheid en kleine volumes gaat het om variatie. Je bouwt veel varianten in kleinere hoeveelheden.
Bij industriële machines wordt die diversiteit nog vergroot door op maat gemaakte (ETO) en op bestelling geconfigureerde (CTO) constructies. Eén machine kan klantspecifieke opties, complexe assemblages op meerdere niveaus en een naadloze integratie van mechanische, elektrische, hydraulische en softwarecomponenten omvatten.
Het opschalen van assemblage met een grote verscheidenheid aan producten is moeilijk omdat:
-
De werkzaamheden en de bouwtijd verschillen per configuratie
-
Technische aanpassingen komen te laat binnen, of komen vaak binnen
-
Kwaliteitsrisico’s worden bepaald door parameters (koppel, uitlijning, kalibratie, testwaarden)
-
De traceerbaarheid moet de subassemblages koppelen aan een uiteindelijke, geserialiseerde machine
Dit regelen met pdf’s, papier en ongeschreven regels werkt, totdat je een omslagpunt bereikt.
De vijf redenen waarom de assemblage van machines met een grote verscheidenheid aan modellen op grote schaal mislukt
1) De technische bedoeling gaat verloren in de vertaling
In omgevingen met een grote verscheidenheid aan producten levert de engineering niet alleen een tekening op, maar ook een ontwerpvisie.
Welk optiepakket is van toepassing? Welke volgorde is veilig en correct? Welke onderdelen moeten worden vervangen? Welke parameters moeten worden gemeten, geregistreerd en goedgekeurd?
Wanneer die intentie via statische documenten wordt overgebracht, krijgen operators te maken met extra werk dat niet op hun schouders zou moeten rusten. Ze moeten de informatie interpreteren, beslissingen nemen en alles onthouden.
Hoe het er op de werkvloer uitziet:
-
Medewerkers die heen en weer schakelen tussen tekeningen, pdf’s en e-mails
-
Verwarring over varianten en optiecombinaties
-
Er zijn verkeerde onderdelen gemonteerd omdat „ze er hetzelfde uitzagen“
Oplossing: zet de technische intentie om in variant-specifieke, gestuurde uitvoering.
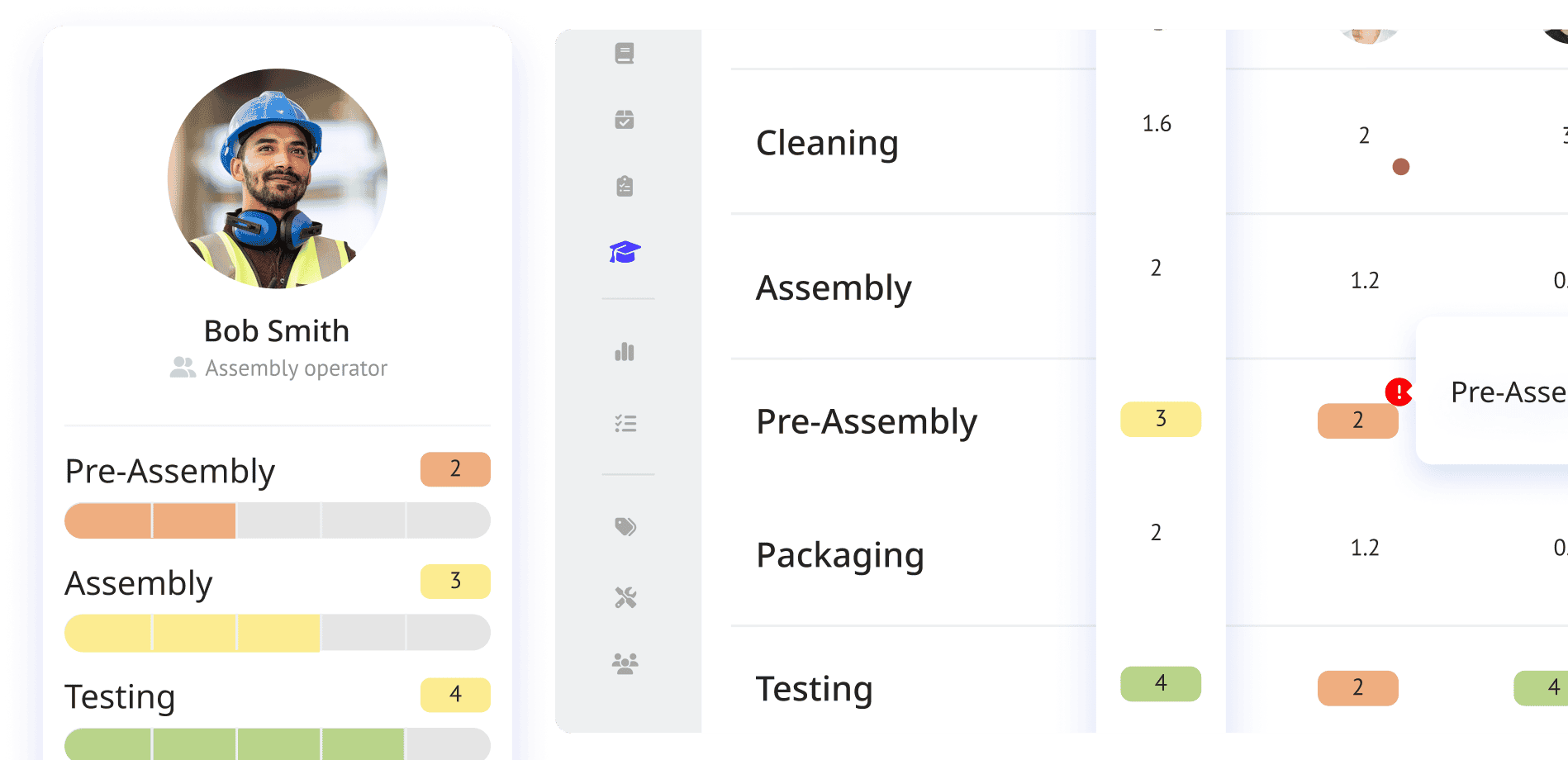
Een goed uitgangspunt is digitale werkinstructies die de juiste stappen voor de juiste configuratie op het werkstation weergeven, met afbeeldingen, ingebouwde controles en gecontroleerde updates.
Als je hulp nodig hebt bij het in kaart brengen hiervan, kun je met een expert praten en in kaart brengen wat 'begeleid' in uw omgeving zou moeten betekenen.
2) De kennis van de stam vormt het productiesysteem
Bij assemblage met een grote verscheidenheid aan producten is men vaak aangewezen op ervaren technici die „gewoon weten hoe het moet“. Die expertise is waardevol. Maar ze is ook kwetsbaar.
Wanneer je de output opschaalt, voeg je meestal het volgende toe:
-
Nieuwe exploitanten
-
Nieuwe diensten
-
Nieuwe websites
Maar kennis die binnen een team wordt opgebouwd, is niet op dezelfde manier schaalbaar als het aantal medewerkers. Het resultaat ligt voor de hand:
-
Nog meer onderbrekingen („Hoe stel ik deze optie in?“)
-
Langere trainingscycli
-
Ongelijke uitvoering tussen de verschillende diensten
Oplossing: zorg ervoor dat de capaciteit zichtbaar en herhaalbaar is.
In plaats van te hopen dat er voor elke afdeling de juiste expert beschikbaar is, bouw je een systeem waarin:
-
De taken worden stap voor stap uitgelegd
-
Voor cruciale stappen is bewijsmateriaal nodig (foto’s, metingen, bevestigingen)
-
De opleiding is gestructureerd en rolgericht
Hier komt de vaardighedenmatrix en training meer worden dan alleen HR-instrumenten. Ze helpen je af te stemmen wie wat mag doen, en ze helpen nieuwe medewerkers sneller productief te worden zonder de kwaliteit te verlagen.
3) Fouten worden te laat ontdekt, en dat maakt ze duur
Bij de assemblage van machines komen veel storingen niet meteen aan het licht. Ze worden pas ontdekt tijdens de eindtest, de inbedrijfstelling of bij de klant ter plaatse.
Daarom is een late ontdekking zo kostbaar. Herstelwerk is niet langer een lokale aangelegenheid. Het raakt nu verweven met voltooide subassemblages, planningen, logistiek en de verwachtingen van de klant.
Veelvoorkomende oorzaken:
-
Overgeslagen stappen
-
Stappen die in de verkeerde volgorde zijn uitgevoerd
-
Metingen geregistreerd maar niet gevalideerd
-
Koppel, kalibratie- of testparameters buiten de tolerantie
Oplossing: verplaats de kwaliteitscontrole naar een eerder stadium met inline validatie.
Een schaalbare aanpak is om validatie in de workflow zelf te integreren, met behulp van kwaliteitsborging op de werkvloer zodat parameters worden gevalideerd op het moment dat ze worden vastgelegd.
Een praktisch voorbeeld is het koppel. In plaats van waarden achteraf te registreren, kunt u het koppel direct tijdens de uitvoeringsfase controleren. Als u een concreet beeld wilt krijgen van hoe dat eruit kan zien, zie hoe u koppelfouten bij de assemblage kunt elimineren.
Voor andere meetpunten geldt dezelfde redenering. Door meetinstrumenten (zoals schuifmaten) te integreren, kan de registratie van kwaliteitsgegevens betrouwbaarder en beter traceerbaar worden. Zie het integreren van digitale schuifmaten voor geavanceerde kwaliteitsborging.
4) De traceerbaarheid is versnipperd over verschillende systemen en papieren documenten
Traceerbaarheid bij de assemblage van machines gaat niet alleen over de vraag: „Hebben we het gebouwd?“ Het gaat om:
-
Welke onderdelen zitten in welke eindmachine?
-
Welke onderdelen van welke leverancier zijn gebruikt?
-
Welke parameters zijn gemeten en goedgekeurd?
-
Wie heeft welke stappen uitgevoerd, en wanneer?
Wanneer de traceerbaarheid verspreid is over ERP-systemen, spreadsheets, papieren reisdocumenten en e-mails, veranderen garantieonderzoeken in forensische projecten.
Dat is niet alleen een kwaliteitsprobleem. Het is ook een kostenprobleem en een probleem met het vertrouwen van de klant.
Oplossing: maak een op serienummers gebaseerde bouwgeschiedenis die subassemblages koppelt aan de uiteindelijke machine.
Een schaalbare manier om dit aan te pakken is door de reisdocumenten te digitaliseren en er een dynamisch uitvoeringsdossier van te maken in plaats van een map met papieren documenten. Zie productietraject voor een model dat zich richt op “wie wat heeft gedaan, wanneer en met welke gevalideerde parameters.”
Om de controle op cruciale stappen te versterken, voeren veel teams een tweede verificatielaag in. Zo wordt er bijvoorbeeld dubbele controles voor een instructiestap kunnen worden gebruikt wanneer een kwaliteitscontroleur een stap moet bevestigen voordat de operator verder kan gaan.
5) Je kunt de marge niet veiligstellen als je niet weet hoe lang het duurt om het product te maken
Bij machines met een grote verscheidenheid aan modellen hangen de nauwkeurigheid van offertes en de winstgevendheid van projecten af van de daadwerkelijke bouwtijd. Toch hebben veel organisaties nog steeds:
-
Geen consistente registratie van de tijd per taak
-
Knelpunten die wel worden ‘gevoeld’, maar niet worden gemeten
-
Verloren uren die schuilgaan achter herstelwerk, wachttijden en omschakelingen
Het gevolg is dat er pas laat margeverlies optreedt, op een moment dat je dit voor het huidige project niet meer kunt oplossen.
Oplossing: registreer de tijd op uitvoeringsniveau en koppel deze aan de variatie.
Het gaat er niet om dat operators tijdwaarnemers worden. Het gaat erom dat uitvoering wordt omgezet in gegevens, zodat u:
-
Herken terugkerende knelpunten
-
Bekijk waar het aantal herstelwerkzaamheden piekt per variant of optiepakket
-
De nauwkeurigheid van toekomstige offertes verbeteren
Als u een breder controlemodel opzet, helpt het om uitvoeringsrichtlijnen, kwaliteitsbewijs en traceerbaarheid onder één aanpak te brengen. Een nuttig uitgangspunt is uitleg over productiecontrole en kwaliteit.
Een praktische oplossing: de uitvoeringsregelkring
De assemblage van machines met een grote verscheidenheid aan onderdelen wordt schaalbaar wanneer je ‘interpreteren en onthouden’ vervangt door een eenvoudige lus:
-
Handleiding: laat de juiste stappenvolgorde voor de configuratie zien
-
Valideren: voert controles uit en accepteert of verwerpt criteria in realtime
-
Trace: registreer wie, wat, wanneer, gekoppeld aan subassemblages en serienummers
-
Leer: gebruik uitvoerings- en tijdgegevens om variatie en herwerk te verminderen
Dit is geen theorie. Zo worden omgevingen met een grote variatie in productie herhaalbaar.
Wat moet je als eerste doen (zonder de hele zee te willen overbruggen)?
Als u een in Europa gevestigd machinebedrijf bent, heeft u waarschijnlijk te maken met meerdere vestigingen, meertalige medewerkers en klantcontroles waarbij bewijsstukken worden gevraagd. Het is niet de bedoeling om alles in één keer te digitaliseren.
Begin met een proefproject dat klein genoeg is om af te ronden en zinvol genoeg om de meerwaarde aan te tonen.
Een goede pilot scope bevat doorgaans:
-
Eén productfamilie (of één risicovolle configuratie)
-
Eén productielijn of productgebied (vaak de eindassemblage of een cruciale subassemblage)
-
Een reeks meetbare kwaliteitsparameters (koppel, kalibratie, testwaarden)
-
Eén traceerbaarheidseis (koppeling van de subassemblage aan het definitieve serienummer)
Meet vervolgens de resultaten die ertoe doen:
-
Percentage succes bij de eerste poging
-
Overuren
-
Voor de verzending geconstateerde problemen bij de inbedrijfstelling
-
Behandelingstijd van de garantieclaim
-
Verschil in bouwtijd per configuratie
Het bewijs dat deze aanpak werkt in omgevingen met een grote verscheidenheid aan producten
Bij de assemblage van machines is bewijs van cruciaal belang, omdat het hier om praktische problemen gaat. Mensen willen weten: helpt dit operators daadwerkelijk om de juiste variant te bouwen, fouten eerder op te sporen en de kwaliteit consistent te houden naarmate teams groeien?
Twee voorbeelden die nauw aansluiten bij de praktijk van assemblage met een grote verscheidenheid aan producten:
-
e-power (elektrische generatoren): e-power moest de productie opvoeren in een omgeving waar de configuratie complex is en de bouwkwaliteit tijdens de inbedrijfstelling stand moet houden. Hun verhaal is vooral relevant als u snel opschaalt of veel nieuwe mensen aanneemt. De casus laat zien hoe begeleide assemblage en inline kwaliteitscontrole teams helpen de juiste bouwvolgorde te handhaven, opties te beheren en een traceerbaar bouwverslag te creëren zonder de werkvloer te vertragen. Lees hier het volledige verhaal: e-power casestudy.
-
Atlas Copco Airtec (perslucht- en industriële apparatuur): Het voorbeeld van Atlas Copco Airtec is een goede referentie voor het standaardiseren van de uitvoering bij verschillende varianten en het verminderen van de afhankelijkheid van individuele ervaring. Wanneer uw productassortiment groeit, is het grootste risico niet één grote fout. Het zijn juist de kleine inconsistenties die leiden tot herwerk, vertragingen en klachten van klanten. Dit verhaal laat zien hoe gestructureerde digitale werkinstructies een consistente uitvoering ondersteunen en teams helpen de kwaliteit te waarborgen terwijl ze opschalen. Lees hier het volledige verhaal: Casestudy Atlas Copco.
Een externe blik: waarom HMLV een ander uitvoeringsmodel nodig heeft
Onafhankelijke bronnen uit de productiesector wijzen er keer op keer op dat omgevingen met een grote verscheidenheid aan producten en kleine productievolumes zich anders gedragen dan stabiele productielijnen met grote volumes, met name als het gaat om de planning en het in evenwicht brengen van de werkbelasting.
Bijvoorbeeld:
-
ASSEMBLY Magazine bespreekt waarom methoden voor massaproductie niet zomaar kunnen worden toegepast op assemblage met een grote verscheidenheid aan producten en kleine series: Het beheren van assemblage met een grote verscheidenheid en kleine volumes
-
Protolabs definieert productie in kleine series met een grote verscheidenheid eenvoudigweg als een strategie die is gebaseerd op variatie en kleinere hoeveelheden: Productie met kleine volumes en een groot assortiment
-
Cognex benadrukt dat in omgevingen met veel variatie systemen nodig zijn die de parameters per producttype aanpassen om een constante kwaliteit te waarborgen: Automatiseringsstrategieën voor fabrikanten met een grote verscheidenheid aan producten en kleine productievolumes
De conclusie is simpel. Als de omgeving veranderlijk is, moet het uitvoeringssysteem met die veranderlijkheid omgaan zonder afhankelijk te zijn van interpretatie.
Kortom
De assemblage van machines met een grote verscheidenheid aan modellen loopt op grote schaal vast wanneer:
-
De technische intentie wordt vastgelegd in statische documentatie
-
Tribale kennis wordt het productiesysteem
-
De kwaliteitscontrole vindt te laat plaats
-
De traceerbaarheid is versnipperd
-
De bouwtijd blijft onzichtbaar
Het lukt als je de uitvoering beschouwt als een beheersbaar, meetbaar proces:
-
Onder begeleiding voor de juiste variant
-
Gevalideerd op het moment van uitvoering
-
Traceerbaar over subassemblages en serienummers
-
Zichtbaar in tijd- en prestatiegegevens
Praat met een expert
Als u uw huidige aanpak wilt toetsen, of als u op zoek bent naar een snelle manier om de omvang van een proefproject in kaart te brengen, neem dan contact op met een Azumuta-expert.
In een korte sessie kunnen wij u helpen met:
-
Breng in kaart waar varianten het grootste risico op herstelwerk met zich meebrengen
-
Kies één productlijn, één productfamilie en één kwaliteitscontrole voor een proefproject
-
Bepaal wat er inline moet worden gecontroleerd (koppel, kalibratie, tests) en wat er per serienummer moet worden bijgehouden
-
Stel prestatie-indicatoren vast die van belang zijn voor Operations en Kwaliteit
Je kunt beginnen met het bekijken van digitale werkinstructies en kwaliteitsborging op de werkvloer, en vervolgens contact op te nemen voor een op maat gemaakte uitleg die aansluit bij uw assemblagepraktijk.