Dans cet article :
À mesure que les configurations client se multiplient, que les modifications techniques s'accélèrent et que la main-d'œuvre qualifiée se fait plus rare, l'assemblage devient le goulot d'étranglement. Non pas parce que vos employés ne sont pas compétents, mais parce que le système dans lequel ils évoluent leur impose des tâches irréalistes.
Cela ressemble souvent à ça :
-
Fabriquer des modèles uniques avec une grande précision
-
Utiliser des documents statiques (fichiers PDF, documents papier)
-
Si quelque chose n'est pas clair, n'hésitez pas à consulter la rubrique « Demandez à l'expert »
-
Détecter les problèmes de qualité trop tard, alors que leur coût est le plus élevé
Cela fonctionne lorsque les volumes sont faibles et que les mêmes experts sont toujours disponibles. Mais ça ne tient plus quand on essaie de se développer.
Cet article présente les cinq points de rupture les plus courants dans l'assemblage de machines à grande diversité de modèles et explique comment y remédier sans ralentir le travail des opérateurs.
Ce que signifie réellement le terme « grande diversité » dans le domaine de l'assemblage de machines
La fabrication à forte diversité et à faible volume consiste à la variété. Vous fabriquez de nombreuses variantes en petites quantités.
Dans le domaine des machines industrielles, cette diversité est encore accentuée par les configurations « sur mesure » (ETO) et « sur commande » (CTO). Une même machine peut intégrer des options spécifiques au client, des assemblages complexes à plusieurs niveaux et une intégration étroite entre les composants mécaniques, électriques, hydrauliques et logiciels.
L'assemblage de produits très variés devient difficile à mettre à l'échelle pour les raisons suivantes :
-
Le contenu du travail et la durée de compilation varient selon la configuration
-
Les modifications techniques arrivent en retard ou sont fréquentes
-
Les risques liés à la qualité dépendent de certains paramètres (couple, alignement, étalonnage, valeurs de test)
-
La traçabilité doit permettre de relier les sous-ensembles à une machine finale sérialisée
Gérer tout cela à l'aide de fichiers PDF, de documents papier et de connaissances tacites fonctionne jusqu'à ce que l'on atteigne un point de basculement.
Les cinq raisons pour lesquelles l'assemblage de machines à grande diversité de modèles échoue à grande échelle
1) L'intention technique se perd dans la traduction
Dans les environnements à forte diversité de produits, l'ingénierie ne se contente pas de fournir un dessin. Elle transmet une vision.
Quel ensemble d'options s'applique ? Quelle est la procédure sûre et correcte à suivre ? Quels composants doivent être remplacés ? Quels paramètres doivent être mesurés, enregistrés et validés ?
Lorsque ces consignes sont communiquées par le biais de documents statiques, les opérateurs se retrouvent à effectuer un surcroît de travail qui ne devrait pas leur incomber. Ils doivent interpréter, prendre des décisions et mémoriser.
Voici à quoi cela ressemble sur le terrain :
-
Les opérateurs qui passent sans cesse des plans aux fichiers PDF et aux e-mails
-
Confusion autour des variantes et des combinaisons d'options
-
Des composants inadaptés ont été installés parce qu’« ils semblaient similaires »
Correction : traduire l'intention technique en une exécution guidée spécifique à chaque variante.
Un bon point de départ est des instructions de travail numériques qui indiquent les étapes à suivre pour une configuration adéquate du poste de travail, avec des illustrations, des vérifications intégrées et des mises à jour contrôlées.
Si vous avez besoin d'aide pour définir le périmètre de ce projet, vous pouvez consulter un expert et définir ce que le terme « guidé » devrait signifier dans votre contexte.
2) Le savoir tribal devient le système de production
L'assemblage de produits très variés repose souvent sur des techniciens expérimentés qui « savent tout simplement comment s'y prendre ». Cette expertise est précieuse. Elle est aussi fragile.
Lorsque vous mettez le texte en gras, vous ajoutez généralement :
-
Nouveaux opérateurs
-
Nouveaux horaires
-
Nouveaux sites
Mais le savoir tribal ne s'étend pas de la même manière que les effectifs. Le résultat est prévisible :
-
Encore des interruptions (« Comment puis-je mettre en place cette option ? »)
-
Des cycles de formation plus longs
-
Une exécution inégale d'une équipe à l'autre
Solution : rendre la capacité visible et reproductible.
Au lieu d'espérer que chaque service dispose de l'expert adéquat, mettez en place un système dans lequel :
-
Les tâches sont expliquées étape par étape
-
Les étapes cruciales nécessitent des preuves (photos, mesures, confirmations)
-
La formation est structurée et axée sur les rôles
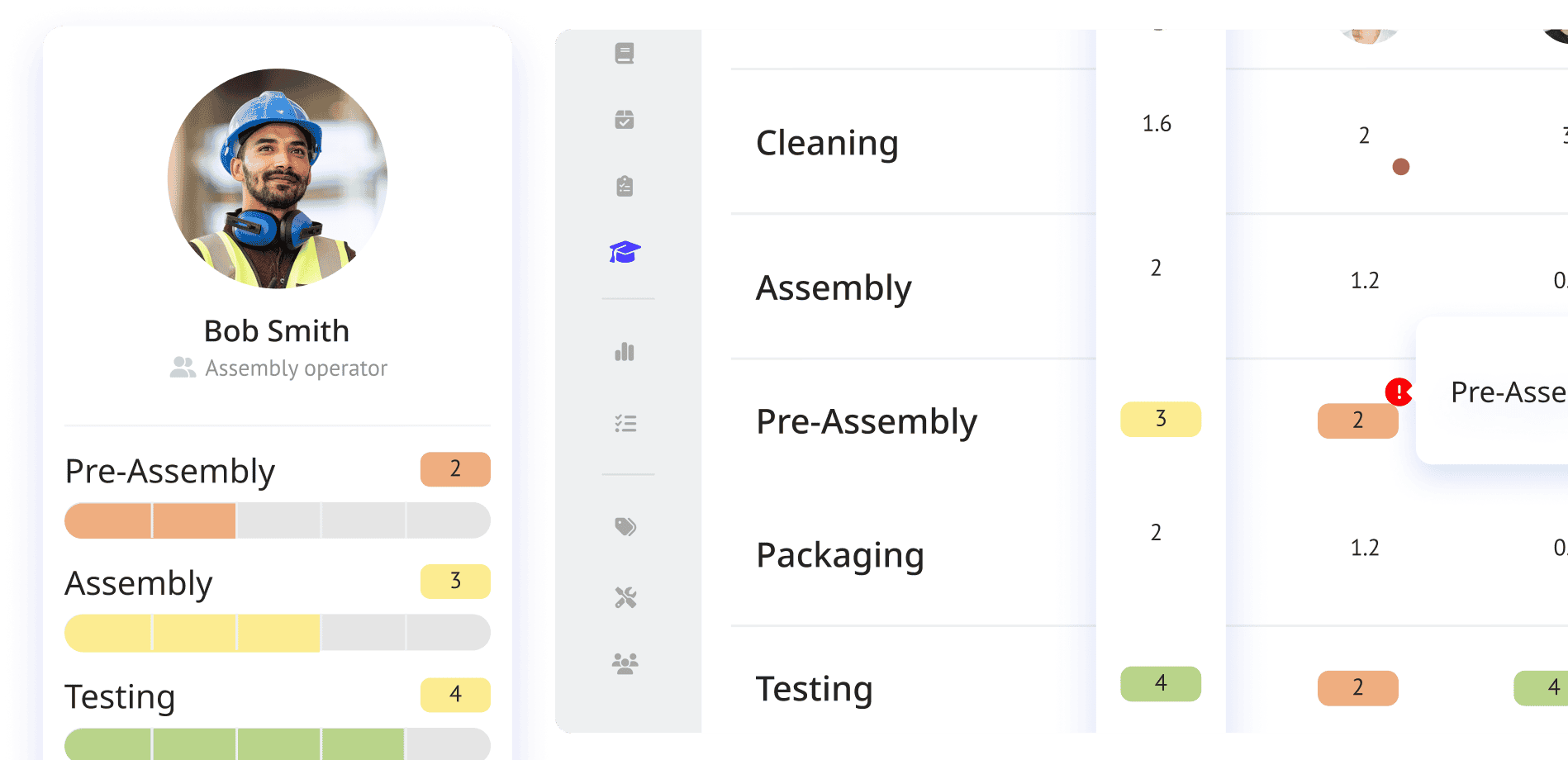
C'est là qu'interviennent la matrice des compétences et la formation dépassent le simple cadre des outils RH. Elles vous aident à déterminer qui est habilité à effectuer quelles tâches et permettent aux nouveaux arrivants d'être productifs plus rapidement sans pour autant abaisser les normes.
3) Les erreurs sont détectées trop tard, ce qui les rend coûteuses
Dans le domaine de l'assemblage de machines, de nombreuses défaillances ne se manifestent pas immédiatement. Elles apparaissent lors des essais finaux, de la mise en service ou sur le site du client.
C'est pourquoi un dépistage tardif coûte si cher. Les retouches ne se limitent plus à une zone restreinte. Elles ont désormais des répercussions sur les sous-ensembles finis, les calendriers, la logistique et les attentes des clients.
Causes courantes :
-
Étapes manquées
-
Étapes effectuées dans le mauvais ordre
-
Mesures enregistrées mais non validées
-
Couple, étalonnage ou paramètres d'essai hors tolérance
Solution : améliorer la qualité en amont grâce à la validation en ligne.
Une approche évolutive consiste à intégrer la validation directement dans le flux de travail, en utilisant l'assurance qualité en atelier afin que les paramètres soient validés au moment de leur saisie.
Prenons l'exemple concret du couple. Au lieu d'enregistrer les valeurs a posteriori, vous pouvez valider le couple directement lors de l'étape d'exécution. Si vous souhaitez avoir une idée concrète de ce à quoi cela peut ressembler, consultez comment éliminer les erreurs de couple lors de l'assemblage.
Pour les autres points de mesure, le même principe s'applique. L'intégration d'outils de mesure (tels que des pieds à coulisse) peut rendre la collecte des données de qualité plus fiable et plus traçable. Voir l'intégration de pieds à coulisse numériques pour une assurance qualité avancée.
4) La traçabilité est fragmentée entre les différents systèmes et les documents papier
La traçabilité dans l'assemblage de machines ne se résume pas à se demander « l'avons-nous fabriqué ? ». Il s'agit plutôt de :
-
Quels sous-ensembles se trouvent à l'intérieur de quelle machine finale ?
-
Quels composants de fournisseurs ont été utilisés ?
-
Quels paramètres ont été mesurés et validés ?
-
Qui a effectué quelles étapes, et quand ?
Lorsque la traçabilité est dispersée entre le progiciel de gestion intégré (ERP), les tableurs, les fiches de suivi papier et les e-mails, les enquêtes de garantie se transforment en véritables enquêtes d'expertise.
Ce n'est pas seulement un problème de qualité. C'est aussi un problème de coûts et un problème de confiance des clients.
Correction : créer un historique de fabrication basé sur les numéros de série qui relie les sous-ensembles à la machine finale.
Une solution évolutive consiste à numériser le carnet de voyage pour en faire un registre d'exécution dynamique plutôt qu'un simple dossier papier. Voir fiche de fabrication pour découvrir un modèle axé sur « qui a fait quoi, quand et avec quels paramètres validés ».
Afin de renforcer le contrôle des étapes critiques, de nombreuses équipes mettent en place un deuxième niveau de vérification. Par exemple, une double vérification d'une étape de la procédure peuvent être utilisés lorsqu'un contrôleur qualité doit valider une étape avant que l'opérateur ne puisse passer à la suivante.
5) Vous ne pouvez pas préserver votre marge si vous ne connaissez pas le délai de fabrication
Dans le secteur des machines à grande diversité de modèles, la précision des devis et la rentabilité des projets dépendent du temps de fabrication réel. Pourtant, de nombreuses entreprises se heurtent encore à :
-
Pas de saisie cohérente des temps au niveau des tâches
-
Des goulots d'étranglement qui sont « ressentis » mais non mesurés
-
Les heures perdues cachées dans les retouches, les temps d'attente et les changements de production
Il en résulte une perte de marge qui n'apparaît que tardivement, alors qu'il n'est plus possible d'y remédier pour le projet en cours.
Correction : enregistrer le temps au niveau de l'exécution et le relier à la variation.
Il ne s'agit pas de transformer les opérateurs en chronométreurs. Il s'agit de convertir l'exécution en données afin que vous puissiez :
-
Identifier les goulots d'étranglement récurrents
-
Identifiez les pics de retouches par variante ou par pack d'options
-
Améliorer la précision des devis à l'avenir
Si vous mettez en place un modèle de contrôle plus global, il est utile de regrouper les directives d'exécution, les preuves de qualité et la traçabilité au sein d'une approche unique. Un point de référence utile est le contrôle de la fabrication et la qualité expliqués.
Une solution pratique : la boucle de contrôle d'exécution
L'assemblage de machines à grande diversité de modèles gagne en efficacité lorsque l'on remplace le processus consistant à « interpréter et mémoriser » par une simple boucle :
-
Guide : indiquez la séquence d'étapes à suivre pour la configuration
-
Valider : appliquer des contrôles et accepter ou rejeter des critères en temps réel
-
Suivi : enregistrer qui, quoi, quand, en lien avec les sous-ensembles et les numéros de série
-
Apprendre : utiliser les données d'exécution et de temps pour réduire les variations et les retouches
Ce n'est pas de la théorie. C'est ainsi que les environnements à forte diversité de production parviennent à la répétabilité.
Par quoi commencer (sans vouloir tout faire d'un coup)
Si vous êtes une entreprise du secteur des machines implantée en Europe, vous avez probablement affaire à plusieurs sites, à des opérateurs multilingues et à des audits clients qui exigent des justificatifs. L'objectif n'est pas de tout numériser d'un seul coup.
Commencez par un projet pilote suffisamment modeste pour pouvoir être mené à bien, mais suffisamment pertinent pour démontrer son intérêt.
Un bon plan d'étude préliminaire comprend généralement :
-
Une gamme de produits (ou une configuration à haut risque)
-
Une ligne ou une zone (souvent l'assemblage final ou un sous-ensemble critique)
-
Un ensemble de paramètres de qualité mesurables (couple, étalonnage, valeurs d'essai)
-
Une exigence en matière de traçabilité (lien entre le sous-ensemble et le numéro de série final)
Mesurez ensuite les résultats qui comptent :
-
Taux de réussite dès la première tentative
-
Heures de reprise
-
Problèmes de mise en service détectés avant l'expédition
-
Délai d'examen de la garantie
-
Écart dans le temps de construction par configuration
La preuve que cette approche fonctionne dans les environnements à forte diversité de produits
Dans le domaine de l'assemblage de machines, les preuves sont essentielles, car les enjeux sont concrets. Les gens veulent savoir : cela aidera-t-il réellement les opérateurs à assembler la bonne variante, à détecter les erreurs plus tôt et à maintenir une qualité constante à mesure que les équipes s'agrandissent ?
Deux exemples qui reflètent fidèlement la réalité de l'assemblage à grande diversité :
-
e-power (générateurs électriques) : e-power a dû augmenter sa production dans un environnement où la complexité des configurations est bien réelle et où la qualité de fabrication doit résister à la mise en service. Leur expérience est particulièrement pertinente si vous vous développez rapidement ou si vous intégrez de nombreux nouveaux collaborateurs. Ce cas montre comment l'assemblage guidé et la validation de la qualité en ligne aident les équipes à respecter la séquence de fabrication correcte, à gérer les options et à créer un enregistrement de fabrication traçable sans ralentir l'atelier. Lisez l'intégralité de l'histoire ici : Étude de cas e-power.
-
Atlas Copco Airtec (air comprimé et équipements industriels) : Le cas d'Atlas Copco Airtec constitue une bonne référence pour uniformiser l'exécution entre les différentes variantes et réduire la dépendance à l'expérience individuelle. Lorsque votre gamme de produits s'élargit, le plus grand risque n'est pas une seule erreur majeure. Ce sont les petites incohérences qui, cumulées, entraînent des retouches, des retards et des réclamations clients. Cette histoire montre comment des instructions de travail numériques structurées favorisent une exécution cohérente et aident les équipes à préserver la qualité à mesure qu'elles se développent. Lisez l'histoire complète ici : Étude de cas Atlas Copco.
Point de vue extérieur : pourquoi HMLV a besoin d'un autre modèle de mise en œuvre
Les experts indépendants du secteur manufacturier soulignent régulièrement que les environnements caractérisés par une grande diversité de produits et de faibles volumes se comportent différemment des lignes de production stables à fort volume, notamment en matière de planification et d'équilibrage de la charge de travail.
Par exemple :
-
Le magazine ASSEMBLY explique pourquoi les méthodes de production à grand volume ne s'adaptent pas facilement à l'assemblage à forte diversité et faible volume : Gérer l'assemblage à forte diversité et faible volume
-
Protolabs définit simplement la production en petites séries et à grande diversité comme une stratégie axée sur la variété et les petites quantités : Fabrication à faible volume et à grande diversité
-
Cognex souligne que les environnements caractérisés par une grande diversité de produits nécessitent des systèmes capables d'adapter les paramètres en fonction du type de produit afin de garantir une qualité constante : Stratégies d'automatisation pour les fabricants produisant une grande variété de produits en petites séries
La conclusion est simple. Si l'environnement est variable, le système d'exécution doit gérer cette variabilité sans recourir à l'interprétation.
En résumé
L'assemblage de machines à grande diversité de modèles échoue à grande échelle lorsque :
-
Les spécifications techniques sont consignées sous forme de documentation statique
-
Le savoir tribal devient le système de production
-
La validation de la qualité intervient trop tard
-
La traçabilité est fragmentée
-
Le temps de construction reste inconnu
Le problème se résout lorsque l'on considère l'exécution comme un processus contrôlable et mesurable :
-
Guidé pour trouver la bonne variante
-
Validé au moment de l'exécution
-
Traçable à travers les sous-ensembles et les numéros de série
-
Visible dans les données temporelles et de performance
Consultez un expert
Si vous souhaitez vérifier la pertinence de votre approche actuelle ou trouver un moyen rapide de définir le périmètre d'un projet pilote, n'hésitez pas à contacter un expert Azumuta.
En une seule séance, nous pouvons vous aider à :
-
Identifier les points où les variantes présentent le plus grand risque de retouches
-
Choisissez une gamme, une famille de produits et un contrôle qualité pour un projet pilote
-
Définir les éléments à valider en ligne (couple, étalonnage, essais) et ceux à suivre par numéro de série
-
Définissez des indicateurs de performance pertinents pour les opérations et la qualité
Vous pouvez commencer par consulter les instructions de travail numériques et l'assurance qualité en atelier, puis demandez une présentation sur mesure adaptée à votre environnement d'assemblage.