In diesem Artikel:
Da die Anzahl der Kundenkonfigurationen zunimmt, sich technische Änderungen immer schneller vollziehen und qualifizierte Arbeitskräfte immer schwerer zu finden sind, wird die Montage zum Engpass. Nicht, weil Ihre Mitarbeiter nicht kompetent wären, sondern weil das System, in dem sie arbeiten, ihnen Unmögliches abverlangt.
Das sieht oft so aus:
-
Fertigen Sie Einzelanfertigungen mit hoher Präzision
-
Verwenden Sie statische Dokumente (PDFs, Papierdokumente)
-
Verlassen Sie sich auf „Fragen Sie den Experten“, wenn etwas unklar ist
-
Qualitätsprobleme erst spät erkennen, wenn die Kosten am höchsten sind
Das funktioniert, solange das Arbeitsvolumen gering ist und immer dieselben Experten zur Verfügung stehen. Es versagt jedoch, sobald man versucht, das System zu skalieren.
In diesem Artikel werden die fünf häufigsten Problemstellen bei der Montage von Maschinen mit großer Produktvielfalt erläutert und erklärt, wie Sie diese beheben können, ohne die Arbeitsgeschwindigkeit der Mitarbeiter zu beeinträchtigen.
Was „High-Mix“ in der Maschinenmontage wirklich bedeutet
Bei der Fertigung mit hoher Produktvielfalt und geringen Stückzahlen geht es um Vielfalt. Man fertigt viele Varianten in kleineren Stückzahlen.
Im Bereich der Industriemaschinen wird diese Vielfalt durch die Fertigung nach Kundenspezifikation (ETO) und die Konfiguration nach Kundenspezifikation (CTO) noch verstärkt. Eine Maschine kann kundenspezifische Optionen, komplexe mehrstufige Baugruppen und eine enge Verzahnung von mechanischen, elektrischen, hydraulischen und Softwarekomponenten umfassen.
Die Montage von Produkten mit großer Vielfalt lässt sich nur schwer skalieren, weil:
-
Der Arbeitsumfang und die Erstellungszeit variieren je nach Konfiguration
-
Änderungen an den technischen Unterlagen kommen verspätet oder sehr häufig
-
Qualitätsrisiken sind parameterabhängig (Drehmoment, Ausrichtung, Kalibrierung, Prüfwerte)
-
Die Rückverfolgbarkeit muss die Baugruppen mit der endgültigen, serialisierten Maschine verknüpfen
Das Management mit PDFs, Papier und implizitem Wissen funktioniert, bis man an einen Wendepunkt gelangt.
Die fünf Gründe, warum die Montage von Maschinen mit hoher Produktvielfalt in großem Maßstab scheitert
1) Die technische Absicht geht bei der Übersetzung verloren
In Umgebungen mit hoher Produktvielfalt gibt die Konstruktion nicht einfach nur eine Zeichnung frei. Sie gibt die Absicht frei.
Welches Optionspaket gilt? Welche Reihenfolge ist sicher und korrekt? Welche Komponenten müssen ausgetauscht werden? Welche Parameter müssen gemessen, protokolliert und abgenommen werden?
Wenn diese Absicht über statische Dokumente vermittelt wird, entsteht für die Bediener zusätzlicher Arbeitsaufwand, der ihnen eigentlich nicht auferlegt werden sollte. Sie müssen interpretieren, entscheiden und sich merken.
So sieht es in der Praxis aus:
-
Bediener, die zwischen Zeichnungen, PDFs und E-Mails hin- und herwechseln
-
Verwirrung hinsichtlich Varianten und Optionskombinationen
-
Es wurden falsche Bauteile eingebaut, weil „sie ähnlich aussahen“
Lösung: Umsetzung der technischen Absicht in eine variantenbezogene, geführte Ausführung.
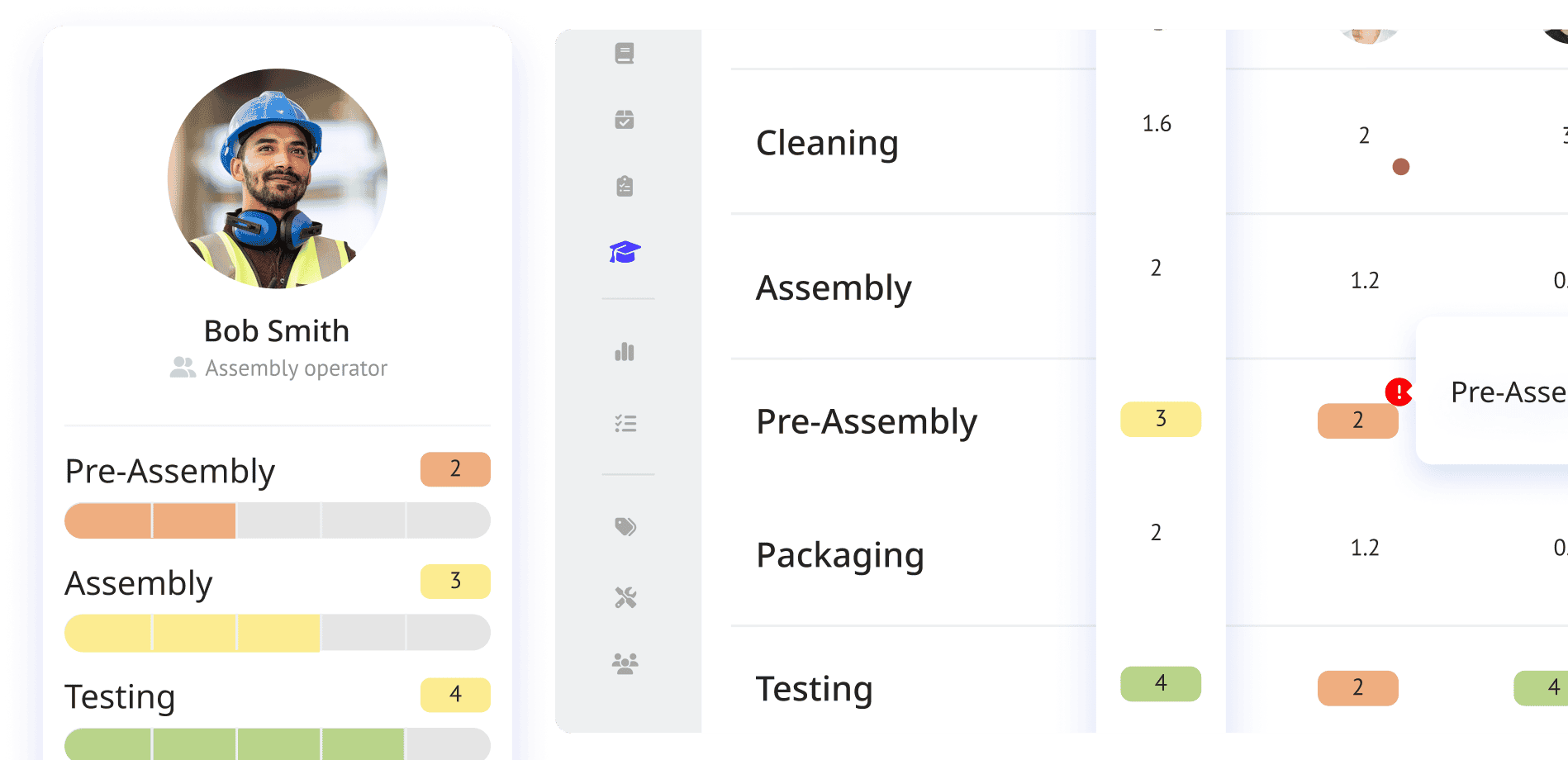
Ein guter Ausgangspunkt ist digitale Arbeitsanweisungen , die die richtigen Schritte für die richtige Konfiguration am Arbeitsplatz aufzeigen – mit visuellen Darstellungen, integrierten Prüfungen und kontrollierten Aktualisierungen.
Wenn Sie Hilfe bei der Planung benötigen, können Sie sich an einen Experten wenden und gemeinsam erarbeiten, was „geführt“ in Ihrem Umfeld bedeuten sollte.
2) Stammeswissen wird zum Produktionssystem
Bei der Montage mit großer Produktvielfalt ist man oft auf erfahrene Techniker angewiesen, die „einfach wissen, wie es geht“. Dieses Fachwissen ist wertvoll. Es ist aber auch gefährdet.
Wenn man die Ausgabe skaliert, fügt man normalerweise Folgendes hinzu:
-
Neue Betreiber
-
Neue Schichten
-
Neue Standorte
Aber implizites Wissen lässt sich nicht so einfach skalieren wie die Mitarbeiterzahl. Das Ergebnis ist vorhersehbar:
-
Weitere Unterbrechungen („Wie erstelle ich diese Option?“)
-
Längere Trainingszyklen
-
Uneinheitliche Umsetzung in den verschiedenen Schichten
Lösung: die Fähigkeit sichtbar und wiederholbar machen.
Anstatt darauf zu hoffen, dass für jede Abteilung der richtige Experte zur Verfügung steht, sollten Sie ein System aufbauen, in dem:
-
Die Aufgaben werden Schritt für Schritt erklärt
-
Wichtige Schritte erfordern Belege (Fotos, Messungen, Bestätigungen)
-
Die Schulung ist strukturiert und rollenbasiert
Hier kommt die Kompetenzmatrix und die Schulungen mehr als nur ein HR-Instrument. Sie hilft Ihnen dabei, festzulegen, wer welche Aufgaben ausführen darf, und sie unterstützt neue Mitarbeiter dabei, schneller produktiv zu werden, ohne dabei die Standards zu senken.
3) Fehler werden zu spät entdeckt, was sie kostspielig macht
Bei der Montage von Maschinen treten viele Fehler nicht sofort zutage. Sie zeigen sich erst bei der Endprüfung, der Inbetriebnahme oder beim Kunden vor Ort.
Deshalb ist eine späte Erkennung so kostspielig. Nachbesserungen beschränken sich nicht mehr nur auf den betroffenen Bereich. Sie sind mittlerweile mit fertigen Baugruppen, Zeitplänen, der Logistik und den Kundenerwartungen verflochten.
Häufige Ursachen:
-
Übersprungene Schritte
-
Schritte, die in der falschen Reihenfolge ausgeführt wurden
-
Messwerte wurden erfasst, aber nicht validiert
-
Drehmoment, Kalibrierungs- oder Prüfparameter außerhalb der Toleranz
Lösung: Qualität durch Inline-Validierung vorantreiben.
Ein skalierbarer Ansatz besteht darin, die Validierung mithilfe von Qualitätssicherung in der Fertigung , sodass Parameter bereits bei der Erfassung validiert werden.
Ein praktisches Beispiel ist das Drehmoment. Anstatt Werte nachträglich zu erfassen, können Sie das Drehmoment direkt während des Ausführungsschritts überprüfen. Wenn Sie sich ein konkretes Bild davon machen möchten, wie das aussehen kann, lesen Sie wie man Drehmomentfehler bei der Montage beseitigt.
Für andere Messpunkte gilt dieselbe Logik. Durch die Integration von Messwerkzeugen (wie Messschiebern) lässt sich die Erfassung von Qualitätsdaten zuverlässiger und besser nachvollziehbar gestalten. Siehe Integration digitaler Messschieber für eine erweiterte Qualitätssicherung.
4) Die Rückverfolgbarkeit ist auf verschiedene Systeme und Papierdokumente verteilt
Bei der Rückverfolgbarkeit in der Maschinenmontage geht es nicht nur um die Frage: „Haben wir das gebaut?“, sondern um:
-
Welche Baugruppen befinden sich in welcher Endmaschine?
-
Welche Komponenten von Zulieferern wurden verwendet?
-
Welche Parameter wurden gemessen und akzeptiert?
-
Wer hat welche Schritte wann durchgeführt?
Wenn die Rückverfolgbarkeit auf ERP-Systeme, Tabellenkalkulationen, Papierbelege und E-Mails verteilt ist, werden Garantieprüfungen zu regelrechten Ermittlungsarbeiten.
Das ist nicht nur ein Qualitätsproblem. Es ist ein Kostenproblem und ein Problem des Kundenvertrauens.
Behebung: Erstellen Sie einen seriennummernbasierten Baubericht, der Unterbaugruppen mit der fertigen Maschine verknüpft.
Eine skalierbare Möglichkeit hierfür besteht darin, den Reiseplan zu digitalisieren und ihn zu einem dynamischen Dokument zu machen, anstatt ihn als Ordner mit Papierunterlagen zu führen. Siehe Fertigungs-Reisebericht für ein Modell, das sich darauf konzentriert, „wer was wann und mit welchen validierten Parametern getan hat“.
Um die Kontrolle über kritische Schritte zu verstärken, führen viele Teams eine zweite Überprüfungsebene ein. Beispielsweise kann eine doppelte Überprüfung eines Arbeitsschritts eingesetzt werden, wenn ein Qualitätsprüfer einen Schritt bestätigen muss, bevor der Bediener fortfahren kann.
5) Man kann die Marge nicht sichern, wenn man die Fertigungszeit nicht kennt
Bei Maschinen mit hoher Produktvielfalt hängen die Genauigkeit der Angebotserstellung und die Rentabilität des Projekts von der tatsächlichen Bauzeit ab. Doch viele Unternehmen haben immer noch:
-
Keine einheitliche Zeiterfassung auf Aufgabenebene
-
Engpässe, die zwar „spürbar“ sind, aber nicht gemessen werden
-
Verlorene Stunden, die sich in Nacharbeit, Wartezeiten und Umrüstungen verbergen
Die Folge ist ein Margenverlust, der sich erst spät bemerkbar macht, wenn man ihn für das aktuelle Projekt nicht mehr beheben kann.
Lösung: Erfassen Sie die Ausführungszeit und verknüpfen Sie diese mit der Variation.
Es geht nicht darum, Bediener zu Zeitnehmern zu machen. Es geht darum, die Ausführung in Daten umzuwandeln, damit Sie:
-
Wiederkehrende Engpässe identifizieren
-
Sehen Sie, wo die Nachbearbeitungszahlen nach Variante oder Ausstattungsvariante besonders stark ansteigen
-
Die Genauigkeit zukünftiger Angebote verbessern
Wenn Sie ein umfassenderes Kontrollmodell entwickeln, ist es hilfreich, die Leitlinien für die Umsetzung, die Qualitätsnachweise und die Rückverfolgbarkeit unter einem einheitlichen Ansatz zu vereinen. Ein nützlicher Anhaltspunkt ist „Fertigungskontrolle und Qualität erklärt“.
Eine praktische Lösung: die Ausführungsschleife
Die Montage von Maschinen mit hoher Produktvielfalt lässt sich skalieren, wenn man das „Interpretieren und Merken“ durch eine einfache Schleife ersetzt:
-
Anleitung: Zeigen Sie die richtige Abfolge der Schritte für die Konfiguration
-
Überprüfen: Prüfungen durchsetzen und Kriterien in Echtzeit akzeptieren oder ablehnen
-
Verfolgung: Erfassen von „Wer, Was, Wann“, verknüpft mit Baugruppen und Seriennummern
-
Erfahren Sie: Nutzung von Ausführungs- und Zeitdaten zur Reduzierung von Schwankungen und Nacharbeit
Das ist keine Theorie. So lassen sich Umgebungen mit hoher Produktvielfalt wiederholbar gestalten.
Was man als Erstes tun sollte (ohne das Meer zu kochen)
Wenn Sie ein in Europa ansässiges Maschinenbauunternehmen sind, haben Sie wahrscheinlich mit mehreren Standorten, mehrsprachigen Mitarbeitern und Kundenaudits zu tun, die den Nachweis bestimmter Vorgänge erfordern. Das Ziel besteht nicht darin, alles auf einmal zu digitalisieren.
Beginnen Sie mit einem Pilotprojekt, das klein genug ist, um es abzuschließen, und aussagekräftig genug, um seinen Nutzen zu belegen.
Ein guter Pilotumfang umfasst in der Regel:
-
Eine Produktfamilie (oder eine risikoreiche Konfiguration)
-
Eine Fertigungslinie oder ein Bereich (häufig die Endmontage oder eine kritische Teilbaugruppe)
-
Ein Satz messbarer Qualitätsparameter (Drehmoment, Kalibrierung, Prüfwerte)
-
Eine Anforderung an die Rückverfolgbarkeit (Verknüpfung der Baugruppe mit der endgültigen Seriennummer)
Messen Sie dann die Ergebnisse, auf die es ankommt:
-
Erfolgsquote beim ersten Versuch
-
Nacharbeitsstunden
-
Vor dem Versand festgestellte Probleme bei der Inbetriebnahme
-
Bearbeitungsdauer bei Garantieanfragen
-
Abweichung der Erstellungszeit nach Konfiguration
Ein Beweis dafür, dass dieser Ansatz in Umgebungen mit hoher Produktvielfalt funktioniert
Bei der Maschinenmontage kommt es auf den Nachweis an, denn die Probleme sind praktischer Natur. Die Leute wollen wissen: Hilft dies den Bedienern tatsächlich dabei, die richtige Variante zu bauen, Fehler früher zu erkennen und die Qualität auch bei wachsenden Teams konstant zu halten?
Zwei Beispiele, die die Realität der Fertigung mit großer Produktvielfalt sehr gut widerspiegeln:
-
e-power (Stromgeneratoren): e-power musste seine Produktion in einem Umfeld hochfahren, in dem die Konfigurationskomplexität real ist und die Bauqualität bei der Inbetriebnahme standhalten muss. Ihre Geschichte ist besonders relevant, wenn Sie schnell skalieren oder viele neue Mitarbeiter einarbeiten. Der Fall zeigt, wie geführte Montage und Inline-Qualitätsprüfung Teams dabei helfen, die richtige Bauabfolge durchzusetzen, Optionen zu verwalten und ein rückverfolgbares Bauprotokoll zu erstellen, ohne den Fertigungsbetrieb zu verlangsamen. Lesen Sie die ganze Geschichte hier: e-power-Fallstudie.
-
Atlas Copco Airtec (Druckluft- und Industrieausrüstung): Der Fall von Atlas Copco Airtec ist ein gutes Beispiel dafür, wie man die Ausführung über verschiedene Varianten hinweg standardisieren und die Abhängigkeit von individueller Erfahrung verringern kann. Wenn Ihr Produktportfolio wächst, ist das größte Risiko nicht ein einzelner großer Fehler. Es sind kleine Unstimmigkeiten, die zu Nacharbeiten, Verzögerungen und Kundenbeschwerden führen. Diese Geschichte zeigt, wie strukturierte digitale Arbeitsanweisungen eine konsistente Ausführung unterstützen und Teams dabei helfen, die Qualität auch bei Skalierung zu sichern. Lesen Sie die ganze Geschichte hier: Fallstudie Atlas Copco.
Eine Außenperspektive: Warum HMLV ein anderes Umsetzungsmodell benötigt
Unabhängige Experten aus der Fertigungsbranche weisen immer wieder darauf hin, dass sich Produktionsumgebungen mit hoher Produktvielfalt und geringen Stückzahlen anders verhalten als stabile Fertigungslinien mit hohen Stückzahlen, insbesondere was die Planung und den Ausgleich des Arbeitsaufkommens betrifft.
Zum Beispiel:
-
Das ASSEMBLY Magazine erörtert, warum sich Methoden für die Massenfertigung nicht ohne Weiteres auf die Fertigung mit hoher Produktvielfalt und geringen Stückzahlen übertragen lassen: Management der Fertigung mit hoher Produktvielfalt und geringen Stückzahlen
-
Protolabs definiert die Produktion kleiner Stückzahlen bei großer Produktvielfalt einfach als eine Strategie, die auf Vielfalt und geringeren Mengen basiert: Fertigung in kleinen Stückzahlen und mit großer Produktvielfalt
-
Cognex verdeutlicht, dass in Umgebungen mit hoher Produktvielfalt Systeme erforderlich sind, die die Parameter je nach Produkttyp anpassen, um eine gleichbleibende Qualität zu gewährleisten: Automatisierungsstrategien für Hersteller mit hoher Produktvielfalt und geringen Stückzahlen
Die Schlussfolgerung ist einfach: Wenn die Umgebung variabel ist, muss das Ausführungssystem mit dieser Variabilität umgehen, ohne auf Interpretation zurückzugreifen.
Fazit
Die Montage von Maschinen mit hoher Produktvielfalt scheitert in großem Maßstab, wenn:
-
Die technische Absicht wird in Form einer statischen Dokumentation vermittelt
-
Das Wissen der Stämme wird zum Produktionssystem
-
Die Qualitätsprüfung erfolgt zu spät
-
Die Rückverfolgbarkeit ist lückenhaft
-
Die Bauzeit bleibt unsichtbar
Das Problem lässt sich lösen, wenn man die Umsetzung als einen steuerbaren, messbaren Prozess betrachtet:
-
Geführt für die richtige Variante
-
Validiert zum Zeitpunkt der Arbeit
-
Rückverfolgbar über Baugruppen und Seriennummern hinweg
-
Sichtbar in Zeit- und Leistungsdaten
Sprechen Sie mit einem Experten
Wenn Sie Ihren derzeitigen Ansatz auf seine Plausibilität überprüfen möchten oder nach einer schnellen Möglichkeit suchen, den Umfang eines Pilotprojekts zu ermitteln, wenden Sie sich an einen Azumuta-Experten.
In einer kurzen Sitzung können wir Ihnen helfen:
-
Ermitteln Sie, wo Varianten das größte Risiko für Nacharbeiten bergen
-
Wählen Sie eine Produktlinie, eine Produktfamilie und eine Qualitätskontrolle für ein Pilotprojekt aus
-
Legen Sie fest, was inline überprüft werden soll (Drehmoment, Kalibrierung, Tests) und was pro Seriennummer protokolliert werden soll
-
Legen Sie Erfolgskennzahlen fest, die für den Betrieb und die Qualitätssicherung von Bedeutung sind
Sie können damit beginnen, digitale Arbeitsanweisungen und Qualitätssicherung in der Fertigungund sich anschließend eine auf Ihre Montageumgebung zugeschnittene Einweisung anfordern.